- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик








Nestandartinis hidraulinis vožtuvas
Nestandartinis pritaikytas hidraulinis vožtuvų blokai „Qingdao Micro Precision Machinery Co., Ltd.“ yra gamintojas, kurio specializacija yra nestandartinių hidraulinių vožtuvų blokų projektavimas ir perdirbimas. Daugiau nei 20 metų daugiausia dėmesio skyrėme hidraulinių vožtuvų blokų projektavimui ir gamybai. Mūsų produktai yra labai stabilūs, o jų pranašumas yra labai akivaizdus. Apima daugumą Europos ir Amerikos rinkų.Mes tikimės, kad tapsime jūsų ilgalaikiu partneriu Kinijoje.
Siųsti užklausą
Prekės aprašymas
Nestandartinis pritaikytas hidraulinis vožtuvų blokai „Qingdao Micro Precision Machinery Co., Ltd.“ yra gamintojas, kurio specializacija yra nestandartinių hidraulinių vožtuvų blokų projektavimas ir perdirbimas. Daugiau nei 20 metų daugiausia dėmesio skyrėme hidraulinių vožtuvų blokų projektavimui ir gamybai. Mūsų produktai yra labai stabilūs, o jų pranašumas yra labai akivaizdus. Apima daugumą Europos ir Amerikos rinkų.
Mes tikimės, kad tapsime jūsų ilgalaikiu partneriu Kinijoje.

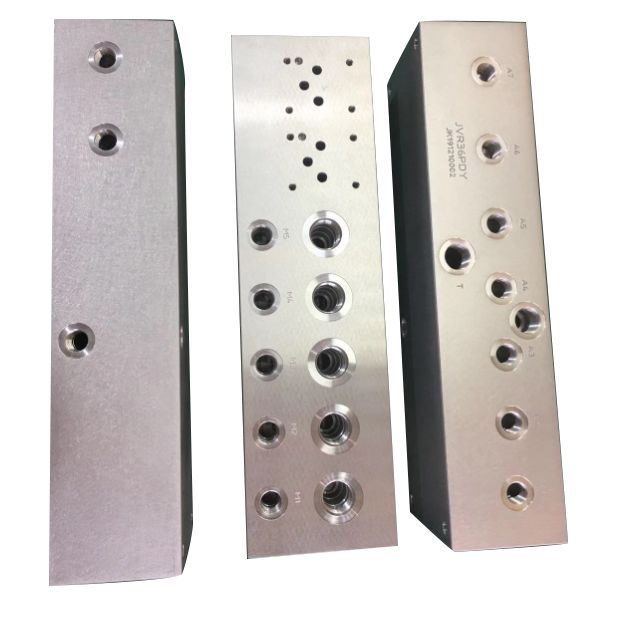



Nestandartinės hidraulinės vožtuvo blokų medžiagos yra pasirinktos iš Nr. 20 plieno, Nr. 45 plieno, suklastotų, Q355D, ketaus ir aliuminio ir kt. Priimkite klientų nurodytas medžiagas ir teikia klientams trečiųjų šalių medžiagų bandymo ataskaitas ir trūkumų aptikimo ataskaitas.
Gaukite citatą dabar
Nestandartinis hidraulinis vožtuvas Greitas išdėstymas:
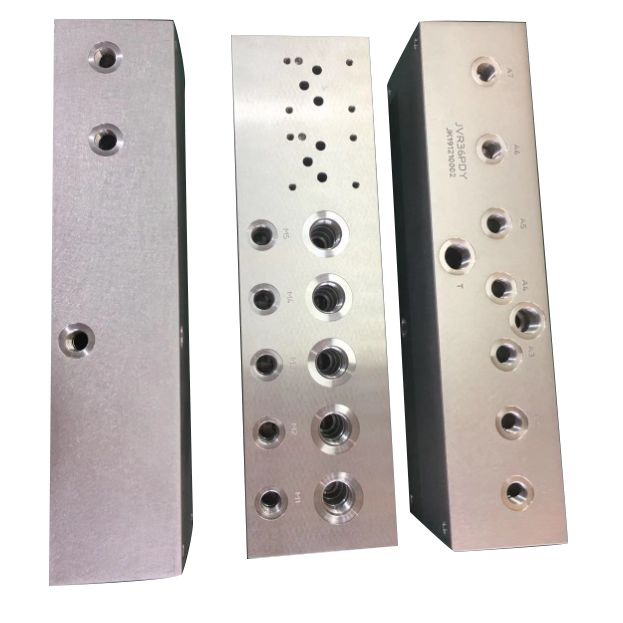
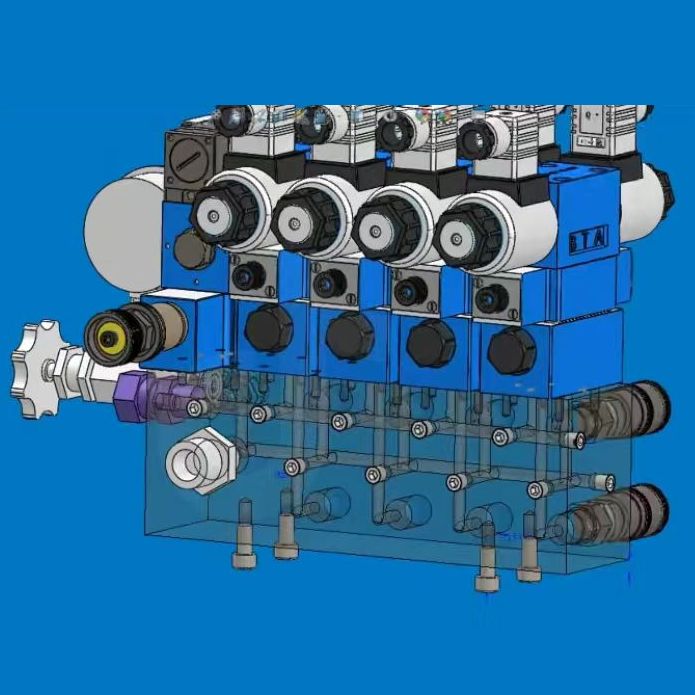
Išleisdami nestandartinius hidraulinius vožtuvus, turėtumėte apsvarstyti, ar vožtuvo korpuso montavimo kryptis yra pagrįsta. Vožtuvo šerdis turėtų būti horizontalia kryptimi, kad vožtuvo šerdies savarankiškas svoris neturėtų įtakos vožtuvo jautrumui. Visų pirma, atvirkštinis vožtuvas turi būti išdėstytas horizontaliai. Nenvaliųjų hidraulinio vožtuvo bloko viešosios alyvos skylių forma, vieta ir dydis turėtų būti nustatomi atsižvelgiant į sistemos projektinius reikalavimus. Nustatę kiekvieno komponento montavimo parametrus ant nestandartinio hidraulinio vožtuvo bloko, turėtume stengtis padaryti iš visų jėgų, kad padarytume skylutes, kurias reikia sujungti kuo ortogonaliomis, kad jos būtų tiesiogiai sujungtos ir sumažintų nereikalingas proceso skyles. Kadangi kiekvienas komponentas turi daugiau nei dvi alyvos skylutes, ir šios skylės turi būti sujungtos su kitų komponentų skylėmis ir viešosios alyvos skylutėmis, esančiose nestandartinio hidraulinio vožtuvo bloke, kartais tiesioginis jungtis neįmanoma, todėl dizainas turi būti būtinas proceso skylutėms. Nestandartinio hidraulinio vožtuvo bloko skylių konstrukcija yra nustatyti proceso skylių, kurias reikia pridėti, kai reikia sujungti skylutes, proceso skylių tipas ir vietos dydis, skaičius, skylės skersmuo ir skylės gylis, esančio nestandartinio hidraulinio vožtuvo bloko skylių gylyje. Norint, kad stiprumas, turi būti patikrintas mažas sienų storis tarp uždarų kanalų. Reikėtų pažymėti, kad ant nestandartinio hidraulinio vožtuvo bloko hidraulinių komponentų tvirtinimo varžtų skylės nesusiduria su alyvos praėjimais, o jų mažo sienos storis taip pat turėtų būti patikrintas, ar nėra stiprumo, ir pan.
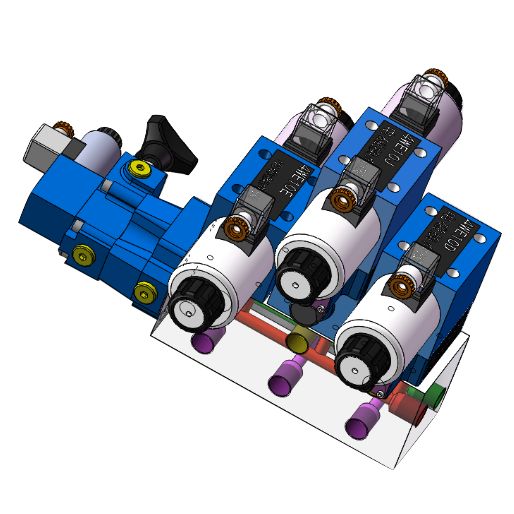
Hidraulinių komponentų, sumontuotų ant nestandartinių hidraulinių vožtuvų blokų, matmenys neturi trukdyti vienas kitam. Geometriniuose vožtuvo bloko matmenyse daugiausia atsižvelgiama į išorinius kiekvieno komponento, sumontuoto ant vožtuvo bloko, matmenis, kad tarp komponentų būtų pakankamai surinkimo vietos. Atstumas tarp hidraulinių komponentų turėtų būti didesnis nei 5 mm. Elektromagnetas ant atbulinės eigos vožtuvo, bandomojo vožtuvo ant slėgio vožtuvo ir slėgio matuoklio gali būti tinkamai ištiestas už reguliavimo bloko montavimo plokštumos, kuri gali sumažinti vožtuvo bloko dydį. Tačiau būkite atsargūs ir neleiskite, kad peržengtos dalys susiduria su kitomis dalimis.
Dalykai, į kuriuos reikia atkreipti dėmesį kuriant nestandartinius hidraulinius vožtuvų blokus:
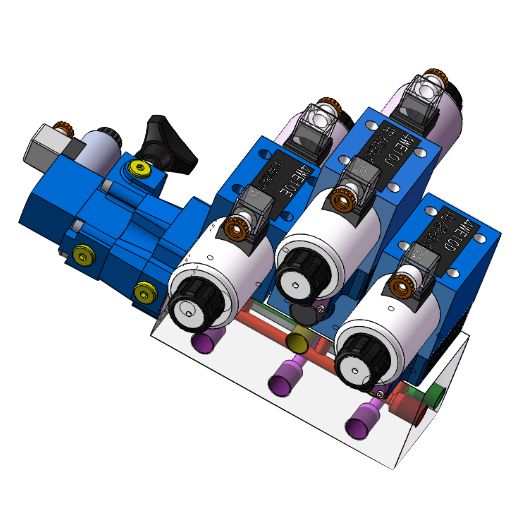
1. Projektuojant nestandartinius hidraulinių vožtuvų blokus, alyvos grandinė turėtų būti kuo paprastesnė, o gilios skylės, pasvirusios skylės ir proceso skylės turėtų būti sumažintos. Skylės skersmuo vožtuvo bloke turi atitikti srauto greitį. Ypatingas dėmesys turėtų būti skiriamas sujungtoms skylutėms, kad būtų užtikrintas pakankamas srauto plotas. Atkreipkite dėmesį į alyvos įleidimo ir išleidimo angos kryptį ir padėtį. Tai turėtų atitikti bendrą sistemos išdėstymą ir vamzdžio prijungimo formą, ir apsvarstyti galimybę, kad būtų užtikrintas montavimo operacijos meistriškumas, komponentai su vertikaliais ar horizontaliais montavimo reikalavimais, reikia užtikrinti, kad atitiktų reikalavimus po montavimo.
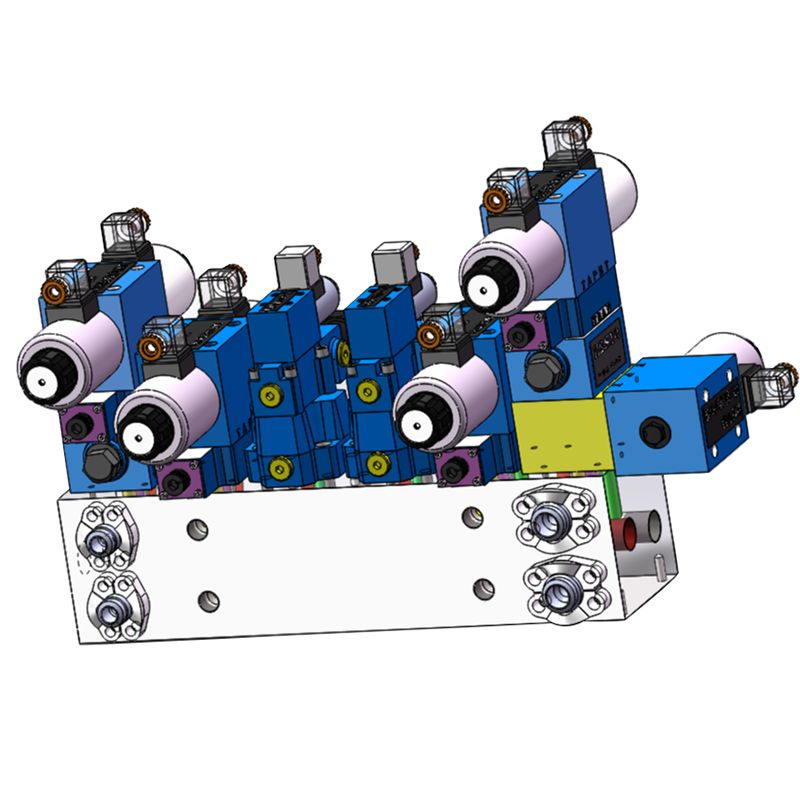
2. Komponentams, kuriuos reikia koreguoti dirbant, projektavimo metu reikia atsižvelgti į eksploatavimo ir stebėjimo patogumą. Reguliuojami komponentai, tokie kaip perpildymo vožtuvai ir greičio valdymo vožtuvai, turėtų būti nustatyti tokioje padėtyje, kur lengvai valdoma reguliavimo rankeną.
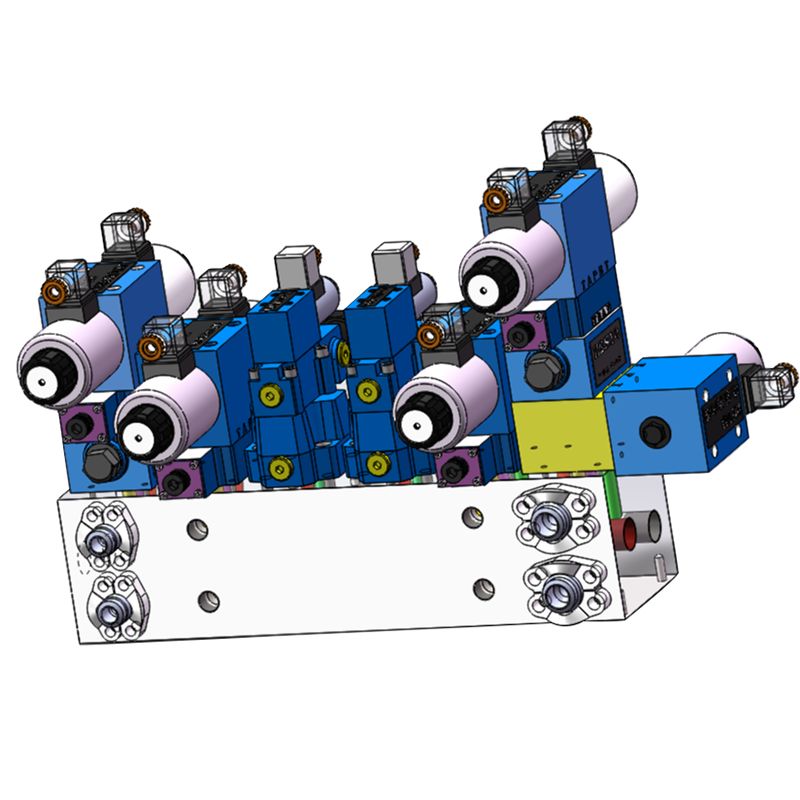
3. Komponentai ir pagrindiniai komponentai, kuriems reikalinga dažna techninė priežiūra, pavyzdžiui, proporcingi vožtuvai ir servo vožtuvai, turėtų būti išdėstyti virš vožtuvo bloko arba išorės, kad būtų lengviau išmontuoti ir surinkti. Be to, projektuojant vožtuvo bloko derinimo vožtuvo bloką, reikia nustatyti pakankamai slėgio matavimo taškų. Vožtuvų blokams, sveriantiems daugiau nei 30 kg, reikia pateikti kėlimo varžtas. Tačiau, atsižvelgiant į naudojimo reikalavimus, vožtuvo bloko tūris turi būti kuo mažesnis.
Hot Tags: Nestandartinis hidraulinis vožtuvų blokas, Kinija, gamintojas, tiekėjas, gamyklos, patvarios, pigaus
Susijusi kategorija
Siųsti užklausą
Nedvejodami pateikite savo užklausą žemiau esančioje formoje. Mes jums atsakysime per 24 valandas.









